




Como fabricante y proveedor profesional de mecanizado de 5 ejes en China, Sanluo Precision domina el mecanizado simultáneo de 5 ejes para piezas complejas y brinda servicios personalizados para industrias de alto nivel como la aeroespacial, moldes para automóviles, dispositivos médicos y equipos de energía. Logramos mecanizados de precisión de superficies complejas y estructuras especiales, cumpliendo plenamente con los estrictos requisitos de la fabricación avanzada.
| Precisión dimensional | sobredosis | IDENTIFICACIÓN | PD | SUDOESTE | Dios |
| Unidad: ±/mm | 0.005 | 0.01 | 0.005 | 0.005 | 0.002 |
| Precisión geométrica | Redondez | coaxialidad | Cilindricidad | Simetría | Tolerancia de posición |
| Unidad: ±/mm | 0.008 | 0.01 | 0.01 | 0.008 | 0.01 |
| Capacidad de producción | 1~999999 unidades | 1~999999 unidades | 1~999999 unidades | 1~999999 unidades | 1~999999 unidades |
| Ciclo de producción | 3‑20 días | 3‑20 días | 3‑20 días | 3‑20 días | 3‑20 días |
Equipo de inspección:MMC, sistemas de medición por visión, proyectores, medidores de diámetro láser, interferómetros láser, medidores de rugosidad, medidores de redondez, microscopios de herramientas, microscopios estereoscópicos, micrómetros, calibres de clavijas, indicadores de cuadrante, medidores de altura, calibradores, bloques patrón, probadores de dureza, medidores de rosca.
Como fabricante profesional de mecanizado de 5 ejes, nos destacamos en el mecanizado de superficies complejas de forma libre en los sectores aeroespacial, automotriz, médico y energético. Nuestra tecnología simultánea de 5 ejes, combinada con programación CAM avanzada y herramientas dedicadas, garantiza una alta precisión, un excelente acabado superficial y la eliminación de pasos de marcas de herramientas.
En pocas palabras:Nuestra experiencia comprobada en el mecanizado de superficies complejas convierte geometrías desafiantes en componentes listos para producción que cumplen consistentemente con los estándares industriales más exigentes, desde el prototipo hasta la fabricación a gran escala.
Respaldamos nuestro mecanizado de 5 ejes con máquinas herramienta de clase mundial, control de procesos inteligente y sistemas auxiliares integrales. Nuestras instalaciones garantizan una precisión estable y repetible para piezas medianas y grandes, desde prototipos hasta producción de gran volumen.
En pocas palabras:Con nuestra base de equipos integrados, controles de procesos inteligentes y una rigurosa verificación durante el proceso, ofrecemos una precisión de 5 ejes estable y repetible que mantiene su línea de producción en funcionamiento y sus estándares de calidad superados constantemente.
| Parámetro | Detalles |
| Modelo | Micro5 |
| Posicionamiento central | Mecanizado altamente dinámico y de alta precisión de microcomponentes y componentes de alto valor |
| Precisión clave | repetirhabilidad0,0005 mm, Precisión de posicionamiento< 0,002 mm |
| Huso | velocidad máxima60.000 rpm |
| Estructura | Compacto, peso total 550 kg; almacén de herramientas de triple capa con 60 herramientas; El sistema de paletas tiene capacidad para 6 fijaciones de punto cero. |
| Energía y Medio Ambiente | Bajo consumo (<500W), con colector de niebla de aceite |
| Sistema CNC | Beckhoff (Alemania) |
| Viaje (X/Y/Z) | 78 / 56 / 50 milímetros |
| Aplicaciones típicas | Componentes de microingeniería, pequeñas piezas de metales preciosos. |
| Parámetro | Detalles |
| Modelo | DMU 105 monoBLOQUE |
| Posicionamiento central | Mecanizado de alta precisión en 5 ejes de piezas grandes y complejas |
| Ejes y varillaje | 5 ejes simultáneos |
| Estructura de la cama | Hierro fundido nodular GGG60, fundición de una sola pieza con rigidez optimizada por FEM un 40% mayor que los diseños tradicionales |
| Precisión clave | Accionamiento directo de los ejes A/C, precisión de indexación ±1 segundo de arco; Precisión de posicionamiento de la mesa de hasta 0,001 mm. |
| Sistema de husillo | Interfaz HSK‑A100, potencia 44 kW, par 288 Nm, rango de velocidad 50‑10.000 rpm |
| Viaje (X/Y/Z) | 1.135 mm / 1.050 mm / 750 mm |
| Ventajas clave | El diseño termosimétrico reduce la deformación térmica; cambiador de paletas opcional y medición en proceso para automatización |
| Aplicaciones típicas | Componentes mecanizados de precisión de 5 ejes |
| Parámetro | Detalles |
| Modelo | JDGR400T |
| Posicionamiento central | Precisión a nivel de micras, compatible con procesos compuestos de fresado y torneado |
| Sistema CNC | JD50 de desarrollo propio, resolución de control de movimiento de 10 nm |
| Huso | Electrohusillo de alta velocidad JD150S, HSK‑A50, velocidad máxima 32.000 rpm |
| Precisión clave | Repetibilidad en el rango de micras; Repetibilidad del eje AC 4″ |
| Mesa giratoria | Accionamiento directo de doble eje, resolución 0,0001° |
| Revista de herramientas | Tipo de cadena, capacidad 63 herramientas. |
| Ventajas clave | La medición en máquina compensa automáticamente los errores de herramientas y piezas de trabajo, lo que garantiza el rendimiento del lote. |
| Aplicaciones típicas | Componentes de precisión de 5 ejes |
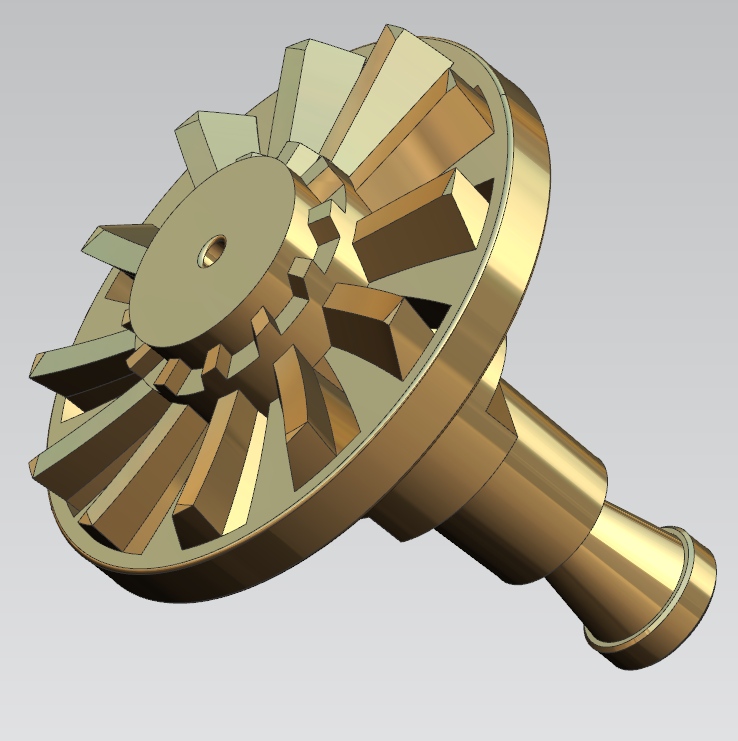
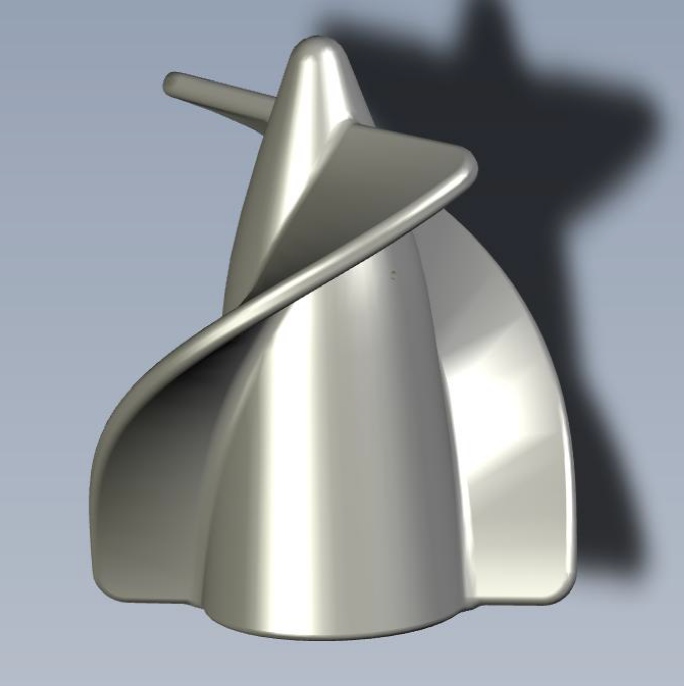
Este impulsor está hecho de acero inoxidable austenítico SUS316 y sirve como componente central de dirección de flujo en bombas de refuerzo de fluidos para un fabricante de equipos brasileño. El cliente se había dirigido a tres talleres anteriores y todos fallaron debido a la deformación de la hoja, problemas de coaxialidad, bloqueo de microagujeros y acabado superficial deficiente. Nos encontraron a través de una búsqueda en Google y especificaron tres requisitos estrictos: consistencia del lote, tolerancias a nivel de micras y superficies de contacto con fluidos sin rebabas.
Especificaciones clave del dibujo:
Utilizamos un centro de mecanizado DMG MORI de 5 ejes para completar todo el impulsor en una sola sujeción, evitando errores de configuración múltiple. Pasos del proceso:
Equipo de soporte: refrigerante de alta presión, sonda de proceso Renishaw para compensación de herramientas y ajuste de referencia automático cada 20 piezas.
| Parámetro | Muestra 1 | Muestra 2 | Muestra 3 | Requisito |
| Diámetro exterior de la hoja φ31 | 31.004 milímetros | 30.998 milímetros | 31.001 milímetros | ±0,01mm |
| Ángulo 75° | 74,78° | 75,12° | 74,95° | ±0,5° |
| Grosor de la hoja 0,68 | 0,667 milímetros | 0,679 milímetros | 0,685 milímetros | ±0,05 milímetros |
| Microagujero φ1,5 | 1,491‑1,508 mm (10 orificios) | Error de posición máx. 0,021 mm | ±0,02 milímetros | |
| Coaxialidad (dato A) | 0,003 milímetros | 0,004 milímetros | 0,003 milímetros | ≤0,005 milímetros |
| agotamiento de la cara | 0,010 milímetros | 0,013 milímetros | 0,011 milímetros | ≤0,015 milímetros |
| Perfil de la superficie de la hoja | máx. 0,018 mm | --- | --- | ≤0,02 milímetros |
| Rugosidad de la superficie (contacto fluido) | Ra 0,32‑0,38 µm | Caras de acoplamiento Ra 0,62‑0,75 μm | ≤0,4 / ≤0,8 | |
| Dureza (HV) | 190‑210 | HRC equivalente <6 | ≤7 | |
Resultado del cliente:Después de recibir las primeras 50 piezas, la inspección independiente del cliente verificó el 100% de cumplimiento. En comparación con proveedores anteriores, la vibración se redujo en un 70 %, el ruido se redujo en 16 dB y los microagujeros permanecieron desbloqueados. El cliente ya ha realizado pedidos anuales para las tres variantes de impulsor. Comentarios escritos: "La mejor consistencia dimensional que jamás hayamos visto en impulsores de acero inoxidable".
Después de 10 meses de uso, no hay corrosión, deformación por tensión ni reclamos de devolución. Proporcionamos informes de inspección completos con cada lote, una inspección del 100 % de las tolerancias críticas y reelaboración gratuita de cualquier pieza que no cumpla los requisitos.
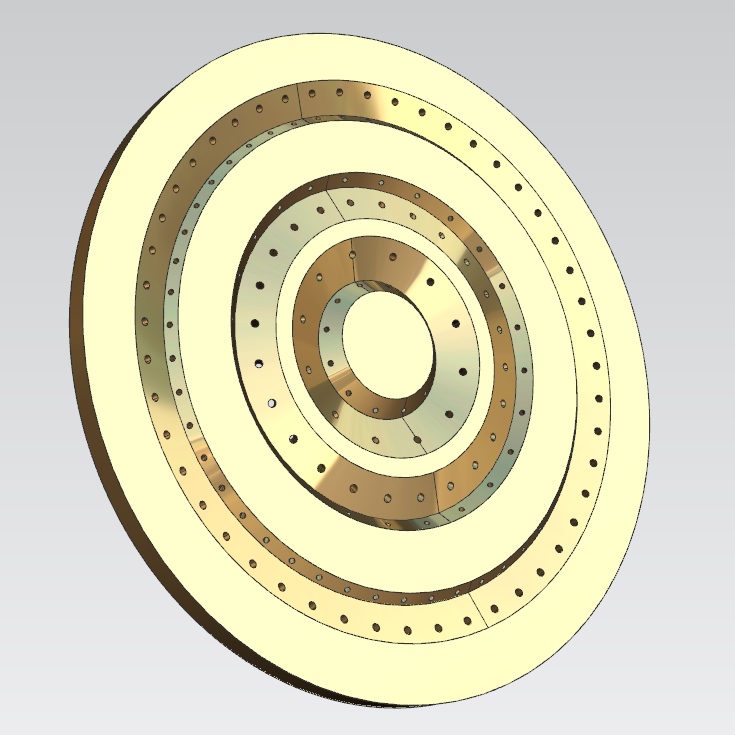
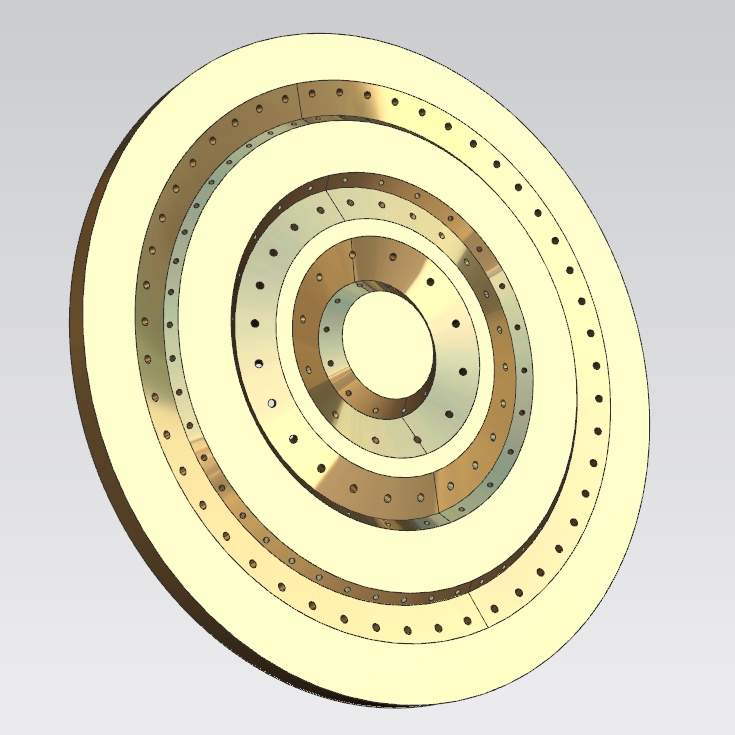
Esta placa base de brida redonda multicapa (número de pieza SLY033‑04‑03A) está hecha de aleación de aluminio 7075‑T651 y pesa 0,849 kg por pieza. Sirve como placa portadora del núcleo dentro de una cámara de deposición química de vapor (CVD), lo que permite el posicionamiento de las obleas en condiciones de alto vacío y cambios cíclicos de temperatura. El cliente, un fabricante nacional de equipos semiconductores, había probado previamente en otros dos talleres con un rendimiento inferior al 60% debido a problemas de planitud, coaxialidad de los orificios y rugosidad de las ranuras del sello. Se acercaron a nosotros después de una derivación.
Desafíos clave:
Todas las operaciones se completaron en un centro de mecanizado DMG de 5 ejes con sujeción única, eliminando errores acumulativos de múltiples configuraciones. Pasos del proceso:
Inspección: Zeiss CMM, probador de rugosidad, probador de redondez, medidor de planitud láser. 100% inspección del primer artículo, 15% muestreo para producción por lotes.
| Parámetro | Valores medidos | Requisito |
| Planitud de la base (5 puntos) | 0,007, 0,009, 0,006, 0,010, 0,008 mm (máx. 0,010) | ≤0,012 milímetros |
| Coaxialidad de 3 bridas concéntricas. | máx. 0,006 mm | ≤0,008 milímetros |
| Posición del orificio para pasador (8 orificios) | 0,004‑0,009 milímetros | ≤0,01mm |
| Ancho de ranura de junta tórica | 3,997‑4,003 milímetros | ±0,005 mm |
| Planitud del fondo de la ranura | 0,002 milímetros | ≤0,003 milímetros |
| Radio de esquina R0.8 | 0,798‑0,801 mm | ±0,002 milímetros |
| Rugosidad de la superficie de la ranura | Ra 0,18 µm | ≤0,2 µm |
Resultado del cliente:Después de la aprobación del primer artículo, el laboratorio externo del cliente confirmó todos los datos dentro de ±0,002 mm de nuestro informe. La cámara de vacío alcanzó una presión máxima de 1×10⁻⁶ Pa sin fugas. La tasa de rendimiento aumentó del 58% al99,2%. El costo de retrabajo se redujo en un 72%. El tiempo de montaje por unidad se redujo de 1,8 horas a 0,35 horas. Después de 50 ciclos térmicos (de -20 °C a +120 °C), la deformación de la planitud fue de solo 0,011 mm (en comparación con los 0,038 mm del proveedor anterior). El cliente ahora nos ha transferido todas las piezas estructurales de la cámara de vacío para el mecanizado de 5 ejes.
Después de 14 meses de producción continua, no se reportaron fallas dimensionales. Proporcionamos trazabilidad de 3 años de los datos de inspección y una garantía de reelaboración gratuita de 6 meses que cubre piezas no conformes.
Nos especializamos en fresado simultáneo de 5 ejes y mecanizado torneado-fresado en centros DMG MORI, Bumotec y Mori Seiki, manejando piezas con un recorrido de hasta 1135 mm y un peso de 2000 kg con velocidades de husillo de hasta 60 000 rpm. Nuestras capacidades de 5 ejes cubren:
Cada proyecto utiliza programación UG NX/Mastercam/Hypermill, simulación 3D completa y sondeo durante el proceso de Renishaw. Ofrecemos una tasa de aprobación de calidad del 98,8 % y atendemos a clientes de Fortune 500, incluidos Huawei, BYD y Mindray.
Para piezas con socavaduras, superficies de forma libre o coaxialidad estrecha (≤0,005 mm), como impulsores y cámaras de vacío, el sistema de 5 ejes elimina múltiples configuraciones y logra tolerancias que el sistema de 3 ejes no puede mantener.
Aluminio (7075, 6061), aceros inoxidables, aleaciones de titanio, Inconel, aleaciones de cobre, PEEK y metales preciosos, con trayectorias de herramientas específicas y refrigerante para cada uno.
Estándar OD ±0,005 mm, ID ±0,01 mm, coaxialidad ≤0,01 mm y tolerancia de posición ≤0,01 mm; verificado por Zeiss CMM e interferómetros láser.
Recocido para aliviar tensiones, fijación de vacío personalizada, corte en capas (≤0,15 mm de profundidad) y trayectorias de herramientas simétricas, que mantienen la planitud dentro de 0,010 mm incluso en piezas de 300 mm de luz.
Inspección 100 % de la MMC del primer artículo, 15 % de muestreo de lotes y un informe dimensional completo con cada envío: registros conservados durante 18 meses.
Normalmente entre 3 y 20 días, según la complejidad y la cantidad; Los prototipos urgentes se pueden acelerar entre 5 y 7 días hábiles.


DIRECCIÓN
Distrito de Guangming, ciudad de Shenzhen, provincia de Guangdong, China
Teléfono
Correo electrónico








