



Nuestro mecanizado de torneado y fresado integra procesos de torneado y fresado. El torneado implica rotar la pieza de trabajo mientras la herramienta avanza para cortar diámetros externos, orificios internos, caras extremas y roscas; es adecuado para piezas rotativas con diámetros de 5 a 800 mm, grados de precisión de IT7 a IT9 y rugosidad superficial de Ra 0,8 a 6,3 μm. El fresado implica una herramienta giratoria que corta planos, ranuras y contornos; Es adecuado para piezas cuadradas o de forma irregular, con anchos de fresado de 50 a 1000 mm, precisión de ±0,02 a 0,1 mm y rugosidad superficial de Ra 1,6 a 6,3 μm.
El proceso combinado, ya sea torneado seguido de fresado, fresado seguido de torneado o alternancia entre los dos, aprovecha el torneado para garantizar la concentricidad y el fresado para mecanizar planos, ranuras y agujeros, lo que da como resultado una alta precisión y eficiencia para piezas complejas.
|
precisión dimensional |
sobredosis |
IDENTIFICACIÓN |
T(C) |
DP |
SH |
|
unidad:±/mm |
0.002 |
0.002 |
0.002 |
0.002 |
0.005 |
|
Precisión geométrica |
redondez |
coaxialidad |
rectitud |
cilindricidad |
concentricidad |
|
unidad:±/mm |
0.002 |
0.004 |
0.002 |
0.004 |
0.004 |
|
capacidad de producción |
1~999999 unidades |
1~999999 unidades |
1~999999 unidades |
1~999999 unidades |
1~999999 unidades |
|
ciclo de producción |
3-20 días |
3-20 días |
3-20 días |
3-20 días |
3-20 días |
Los instrumentos de inspección y herramientas de medición equipados incluyen: MMC, sistemas de medición por visión, proyectores de perfiles, medidores de diámetro láser, interferómetros láser, probadores de rugosidad de superficies, probadores de redondez, microscopios para fabricantes de herramientas, microscopios estereoscópicos, micrómetros, calibres de clavijas, indicadores de cuadrante, micrómetros de alta precisión, medidores de altura electrónicos, calibradores, bloques patrón, probadores de dureza y medidores de rosca.
Las capacidades de mecanizado por torno-fresado de Sanluo Precision ofrecen ventajas significativas: funciones complementarias (el torneado se adapta a superficies rotacionales; el fresado se adapta a formas planas y complejas; la combinación amplía la gama de piezas mecanizables, incluidos ejes, discos, carcasas e impulsores); Precisión mejorada (el torneado garantiza concentricidad y redondez; el fresado garantiza planitud y perpendicularidad; la combinación logra una alta precisión de tolerancia geométrica, como una concentricidad de 0,02 mm y una perpendicularidad de 0,03 mm); Mayor eficiencia (la secuencia optimizada de torneado/fresado de desbaste y acabado permite una rápida eliminación de material al tiempo que garantiza la precisión, lo que aumenta la eficiencia entre un 30% y un 50%); Calidad superficial superior (el torneado alcanza Ra 0,8–3,2 μm y el fresado Ra 1,6–6,3 μm, lo que da como resultado acabados suaves); Reducción de costos (menos pasos de proceso; una sola máquina multitarea requiere menos inversión y espacio que varias máquinas independientes); y Alta adaptabilidad (flexible para producción de una sola pieza o lotes pequeños, pero altamente eficiente para producción en masa).
Como fabricante profesional de mecanizado de torno y fresado, Sanluo Precision ofrece servicios integrales y confiables. Configuración del equipo: Equipo de torneado (30 tornos/centros de torneado CNC; diámetro φ10–800 mm; grado de precisión IT7); Equipos de fresado (20 centros de mecanizado verticales/horizontales; recorrido 500–2000 mm; precisión ±0,01 mm); Equipos de fresado-torneado (10 centros de fresado-torneado de 5 ejes Mazak/DMG Mori que admiten mecanizado de una sola configuración); Equipos de inspección (CMM, probador de redondez, probador de rugosidad y sistema de medición por visión con precisión de 0,003 mm para inspección de dimensiones completas); Equipo técnico (20 ingenieros de procesos, 30 programadores, 50 técnicos); Sistema ISO9001 (inspección del primer artículo, inspección de patrulla en proceso, inspección completa del producto final; tasa de aprobación del 99%). La empresa ofrece servicios profesionales y personalizados de mecanizado de torneado y fresado a clientes globales.
|
Categoría de parámetro |
Detalles de parámetros |
|
Modelo de equipo |
Serie 842 |
|
Marca |
Schaublin |
|
Posicionamiento central |
Máquina de alta precisión para aplicaciones complejas, también adecuada para torneado en duro |
|
Configuración del eje |
Configurable con eje Y y hasta 7 ejes de interpolación |
|
Precisión del husillo |
El husillo presenta una precisión geométrica excepcional de menos de 0,5 μm. |
|
Capacidad de mecanizado |
Diámetro máximo de giro: 360 mm; Longitud máxima de giro: 398 mm |
|
Sistema de torreta |
Torreta radial de alta precisión VDI30 con 16 estaciones |
|
Configuración opcional |
El subhusillo y la segunda torreta están disponibles como opciones |
|
Sistema CNC |
Sistema FANUC |
|
Aplicaciones típicas |
piezas de mecanizado de torneado de fresado de precisión, etc. |
|
Categoría de parámetro |
Detalles de parámetros |
|
Modelo de equipo |
ÍNDICE MS16-6 Plus |
|
Posicionamiento central |
Mecanizado multieje de alta eficiencia y multifuncional |
|
Número de ejes y husillos |
6 husillos de trabajo y 2 husillos sincrónicos |
|
Capacidad de mecanizado |
Diámetro de la barra: 16 mm (22 mm para la versión Plus) |
|
Sistema de husillo |
Velocidad máxima: 10.000 rpm; Potencia máxima: 15 kW; Par máximo: 18 Nm |
|
Sistema de poste de herramientas |
Hasta 12 puestos de herramientas |
|
Funciones principales |
Admite torneado poligonal, fresado, desbarbado de orificios transversales y otras tecnologías de mecanizado |
|
Sistema CNC |
Sistema operativo iXpanel basado en Siemens S840D sl |
|
Ventajas principales |
Tiempo corto de cambio de herramienta, rendimiento potente y tiempo auxiliar corto; capaz de mecanizado dual de tres ejes |
|
Aplicaciones típicas |
piezas de mecanizado de torneado de fresado de precisión, etc. |




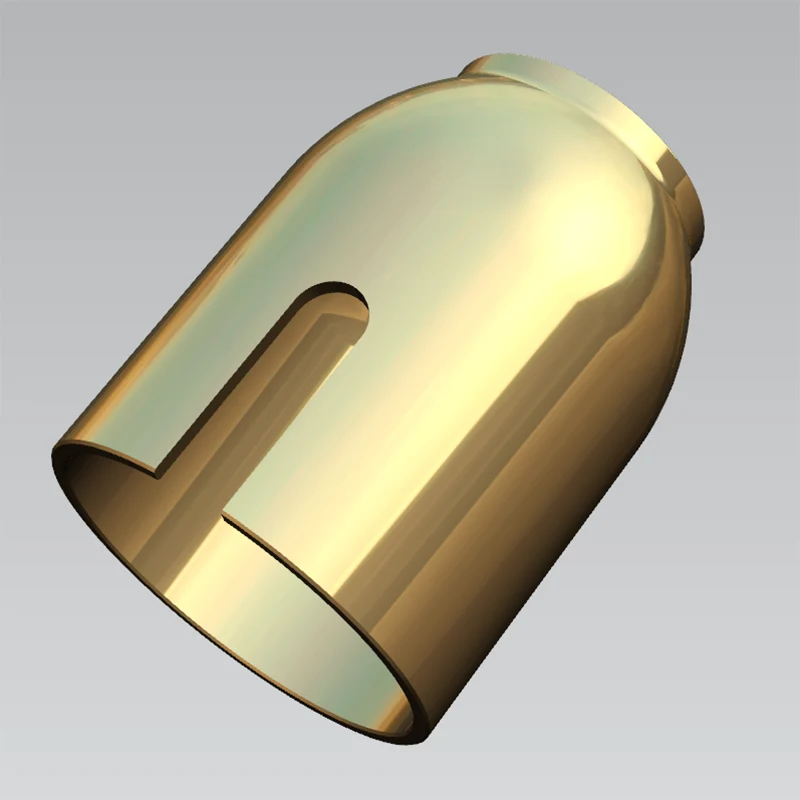
Este producto es un componente central personalizado para una empresa de tecnología médica en Shanghai. Fabricado en acero inoxidable 316L, se utiliza en dispositivos médicos implantables. El producto cumple con estrictos estándares de la industria médica con respecto a la resistencia a la corrosión, la calidad de la superficie y diversos requisitos de tolerancia y dimensionamiento geométrico (GD&T).
El cliente especificó requisitos técnicos críticos: coaxialidad entre el orificio interior y el diámetro exterior, desviación axial y precisión dimensional de la superficie contorneada exterior. Las superficies de contacto clave requerían un control de tolerancia de coaxialidad dentro de 0,01 mm y una rugosidad de la superficie exterior de Ra ≤ 0,8. La pieza de trabajo terminada tenía que estar libre de rebabas y rayones y cumplir plenamente con las especificaciones de superficie de grado médico. Debido a la alta ductilidad del acero inoxidable 316L, que lo hace propenso a la adhesión y deflexión de la herramienta, los procesos tradicionales de torneado y fresado separados no podían garantizar simultáneamente la precisión de la superficie y las tolerancias posicionales. En consecuencia, el cliente especificó el uso de la tecnología de mecanizado por fresado y torneado.
Para abordar estos desafíos de mecanizado, utilizamos un centro de torneado y fresado para el procesamiento integrado, completando todas las operaciones, incluido el diámetro exterior, el orificio interior, la superficie contorneada y las ranuras laterales, en una sola configuración. Durante la etapa de mecanizado en desbaste, se deja un margen de mecanizado de 0,2 mm en las superficies críticas y se emplea un sistema de enfriamiento de alta presión para eliminar continuamente las virutas, evitando de manera efectiva que el acero inoxidable se adhiera a la herramienta de corte. Para la etapa de acabado, se utilizan herramientas de forma especializadas con parámetros de baja velocidad y alto avance; El control preciso sobre la desviación de la herramienta garantiza la precisión del perfil curvo, mientras que el mecanizado simultáneo de la ranura lateral elimina los errores asociados con la nueva sujeción.
Al finalizar, llevamos a cabo inspecciones exhaustivas de todas las dimensiones y especificaciones críticas utilizando una máquina de medición por coordenadas (CMM) y un probador de rugosidad de superficies. Los resultados medidos muestran una coaxialidad controlada consistentemente dentro de 0,03 mm, una desviación axial que no excede los 0,01 mm y una rugosidad de la superficie que alcanza Ra0,8; todos cumplen con las especificaciones del dibujo. El producto pasó la inspección de aceptación en el primer intento, se ensambló sin problemas y cumplió con todos los estándares de limpieza y precisión requeridos para los equipos médicos.
El proveedor anterior del cliente utilizaba un proceso de mecanizado de varias etapas; La sujeción repetida causó desviaciones en el perfil curvo y problemas de interferencia durante el ensamblaje, problemas que no pudieron resolverse por completo a pesar de múltiples intentos de reelaboración. Nuestro proceso de mecanizado de compuestos torneado-fresado eliminó los errores de sujeción en origen, superando con éxito este desafío. Este lote de tapas de extremo de motor actualmente funciona de manera estable en dispositivos médicos implantables; Tanto la resistencia a la corrosión como el rendimiento operativo cumplen con las expectativas del cliente. La asociación a largo plazo resultante demuestra plenamente el valor excepcional del mecanizado de compuestos de torno-fresado para componentes de acero inoxidable de grado médico de alta precisión.

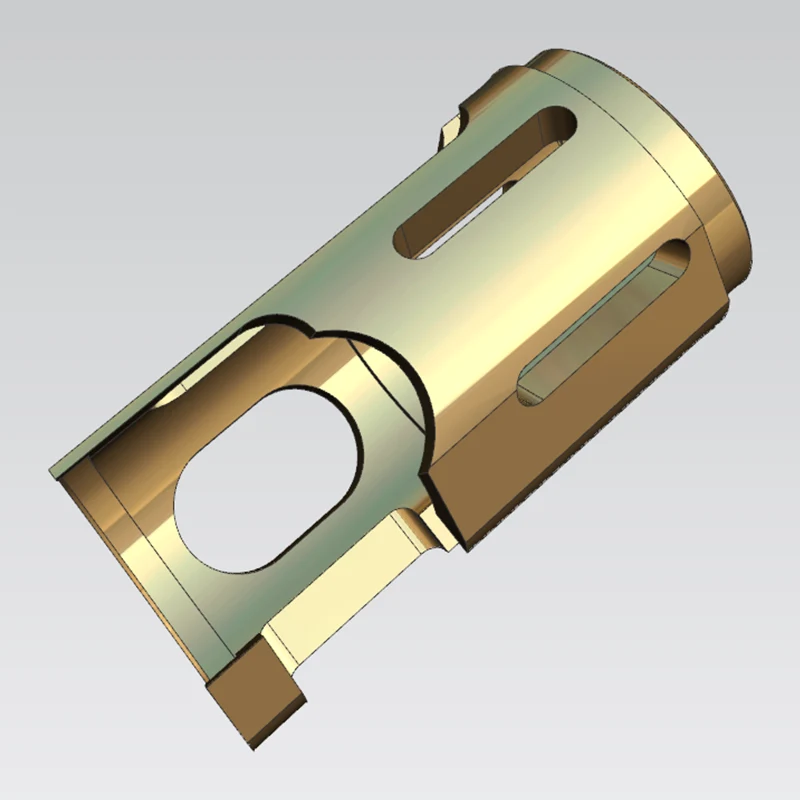
Este manguito de acero inoxidable sirve como componente guía central para equipos de automatización BOSCH. Fabricado en acero inoxidable y utilizado en mecanismos de transmisión de precisión, exige estándares extremadamente altos en cuanto a coaxialidad, precisión posicional y calidad de la superficie.
Los estándares clave de inspección del cliente incluyen: coaxialidad entre el orificio interior y el diámetro exterior, descentramiento axial y precisión posicional de la ranura lateral larga y los orificios de ubicación. Las especificaciones de dibujo requieren estrictamente que la tolerancia de coaxialidad para las superficies de contacto críticas esté dentro de 0,05 mm, junto con límites estrictos en la redondez y cilindricidad del diámetro exterior y el orificio interior. Todos los bordes exteriores deben estar desbarbados y redondeados, y la superficie de la pieza de trabajo debe estar libre de rayones o rebabas. El acero inoxidable es propenso a la adhesión y a la deflexión de la herramienta durante el mecanizado; El procesamiento tradicional de múltiples etapas lucha por cumplir simultáneamente estrictas tolerancias de forma, orientación y posición. En consecuencia, el cliente especificó el uso de un proceso de mecanizado compuesto de torno-fresado.
Utilizamos un centro de mecanizado de torno-fresa para lograr un proceso de producción "todo en uno", completando el mecanizado del diámetro exterior, el orificio interior, la cara del extremo, las ranuras laterales y la localización de los orificios en una sola configuración. Durante el mecanizado de desbaste, se reservó un margen de acabado de 0,2 mm para las áreas críticas y se aplicó refrigerante a alta presión para eliminar las virutas y evitar que la herramienta se pegara a la pieza de trabajo. Para el acabado, empleamos herramientas especializadas de acero inoxidable y ajustamos los parámetros de corte para controlar con precisión la deflexión de la herramienta; Las ranuras laterales y los orificios de ubicación se mecanizaron simultáneamente para eliminar las desviaciones de precisión causadas por la nueva sujeción.
Las piezas terminadas se sometieron a una inspección exhaustiva utilizando una máquina de medición por coordenadas (MMC) y un probador de rugosidad de superficies. La coaxialidad medida se mantuvo estable dentro de 0,03 mm, la desviación del extremo se controló dentro de 0,01 mm y todas las tolerancias posicionales y dimensionales cumplieron con las especificaciones del plano. Las muestras pasaron la inspección en el primer intento; El montaje fue perfecto y los niveles de vibración y ruido durante el funcionamiento del equipo se mantuvieron dentro de los límites de diseño.
Anteriormente, las piezas producidas mediante procesamiento de múltiples etapas sufrían problemas de coaxialidad y precisión posicional causados por errores de sujeción, lo que provocaba atascos frecuentes y ruidos anormales durante la operación, problemas que los repetidos trabajos no lograron resolver. El proceso compuesto de torno-fresado eliminó fundamentalmente los errores de sujeción. Este lote de fundas se utiliza ahora de forma estable y a largo plazo en equipos automatizados y cumple con todos los requisitos de estabilidad operativa y precisión de ajuste. Se nos han confiado posteriores pedidos de gran volumen, lo que valida aún más las importantes ventajas del mecanizado de compuestos torneado-fresado para componentes industriales de acero inoxidable de alta gama.
DIRECCIÓN
Distrito de Guangming, ciudad de Shenzhen, provincia de Guangdong, China
Teléfono
Correo electrónico









