



Nuestras capacidades de torneado de precisión ofrecen una exactitud excepcional: precisión dimensional (tolerancia de diámetro ±0,003–0,01 mm, tolerancia de longitud ±0,005–0,02 mm, altura de paso ±0,01 mm, tolerancia de ajuste H5–H7); precisión geométrica y posicional (redondez 0,002–0,005 mm, cilindricidad 0,003–0,008 mm, concentricidad 0,005–0,01 mm, perpendicularidad 0,008–0,02 mm, paralelismo 0,01–0,03 mm, descentramiento 0,01–0,02 mm); calidad de la superficie (rugosidad Ra 0,2–1,6 μm; torneado de precisión Ra 0,4 μm; torneado de ultraprecisión Ra 0,1–0,2 μm); consistencia dimensional (desviación del lote ±0,005 mm, Cpk ≥ 1,67, capacidad estable de 6σ); y precisión del equipo (precisión de rotación del husillo 0,001–0,002 mm, precisión de posicionamiento ±0,002 mm, repetibilidad ±0,001 mm).
|
precisión dimensional |
sobredosis |
IDENTIFICACIÓN |
T(C) |
DP |
R |
|
unidad:±/mm |
0.002 |
0.002 |
0.002 |
0.002 |
0.002 |
|
Precisión geométrica |
redondez |
coaxialidad |
rectitud |
cilindricidad |
tolerancia del perfil |
|
unidad:±/mm |
0.002 |
0.004 |
0.002 |
0.004 |
0.002 |
|
capacidad de producción |
1~999999 unidades |
1~999999 unidades |
1~999999 unidades |
1~999999 unidades |
1~999999 unidades |
|
ciclo de producción |
3-20 días |
3-20 días |
3-20 días |
3-20 días |
3-20 días |
Sanluo Precision utiliza equipos avanzados para torneado de precisión: tornos de alta precisión (MAZAK/DMG MORI/OKUMA; velocidad del husillo de 5.000 rpm; interpolación del eje C/eje Y; precisión de ±0,003 mm); Tornos tipo suizo (CITIZEN/STAR/TSUGAMI; relación longitud-diámetro ≥50:1; concentricidad de 0,005 mm); Centros de torneado-fresado de 5 ejes (mecanizado de configuración única); cojinetes hidrostáticos (precisión de rotación de 0,001 mm; compensación de temperatura constante refrigerada por líquido); herramientas de corte importadas (Kyocera/Mitsubishi/Sandvik; revestimiento PVD); sondas láser (±0,001 mm de inspección en proceso con compensación automática); y CMM (inspección fuera de línea de 0,003 mm).
Como fabricante profesional especializado en torneado de precisión, Sanluo Precision mantiene un estricto control del proceso: software CAM para programación de trayectorias de herramientas de precisión, optimización de parámetros y simulación; control preciso de los parámetros (torneado en desbaste con ap=1–3 mm para una rápida eliminación de material; torneado semiacabado con ap=0,2–0,5 mm para mejorar la precisión; torneado de acabado con ap=0,05–0,15 mm para garantizar la precisión dimensional); fluido de corte a temperatura constante (20°C) para minimizar la deformación térmica; inspección de dimensiones completas del primer artículo (la producción por lotes comienza sólo después de la verificación por CMM/interferómetro de luz blanca); SPC (Control estadístico de procesos) que utiliza gráficos Xbar-R, cálculo de Cpk en tiempo real, análisis de tendencias y ajustes preventivos; y monitoreo de la vida útil de la herramienta (reemplazo automático en caso de desgaste y actualizaciones del valor de compensación). Brindamos servicios de torneado de precisión profesionales y personalizados a clientes globales.
|
Categoría de parámetro |
Detalles |
|
Modelo |
Hardinge® Serie T SP® |
|
Aplicación principal |
Mecanizado de ultraprecisión y torneado duro |
|
Capacidad de la herramienta |
12 herramientas |
|
Velocidad del husillo |
4.000 rpm, 5.000 rpm, 6.000 rpm |
|
Potencia estándar |
11 kilovatios, 15 kilovatios, 26 kilovatios |
|
Dimensiones generales |
Largo: 2.489 mm, 3.257 mmAncho: 2.121 mm, 2.312 mmAlto: 2.089 mm, 2.123 mm |
|
Peso de la máquina |
5.940 kilos, 7.800 kilos |
|
Uso típico |
mecanizado de torneado de precisión procesamiento de piezas |
|
Categoría de parámetro |
Detalles |
|
Modelo |
Centro de torneado de alta precisión 136CNC |
|
Marca |
Schaublin |
|
Posicionamiento central |
Combina alta precisión y eficiencia, capaz de realizar rigurosas tareas de mecanizado de precisión. |
|
Sistema de control de temperatura |
El sistema completo de control de temperatura de la máquina mantiene todos los componentes funcionando a temperatura constante para evitar la deformación térmica. |
|
Precisión clave |
Redondez: 0,2 µm; Rugosidad de la superficie: Ra 0,05 μm |
|
Sistema de torreta |
Equipado con una nueva torreta Sauter, precisión de posicionamiento del poste de herramienta: ±1 μm |
|
Precisión del eje C |
2 segundos de arco |
|
Capacidad de mecanizado |
Torneado duro hasta HRC65, mecanizado de aleación de titanio |
|
Ventajas principales |
Precisión de mecanizado superior y excelente consistencia |
|
Aplicación típica |
Procesamiento de piezas de torneado de precisión |

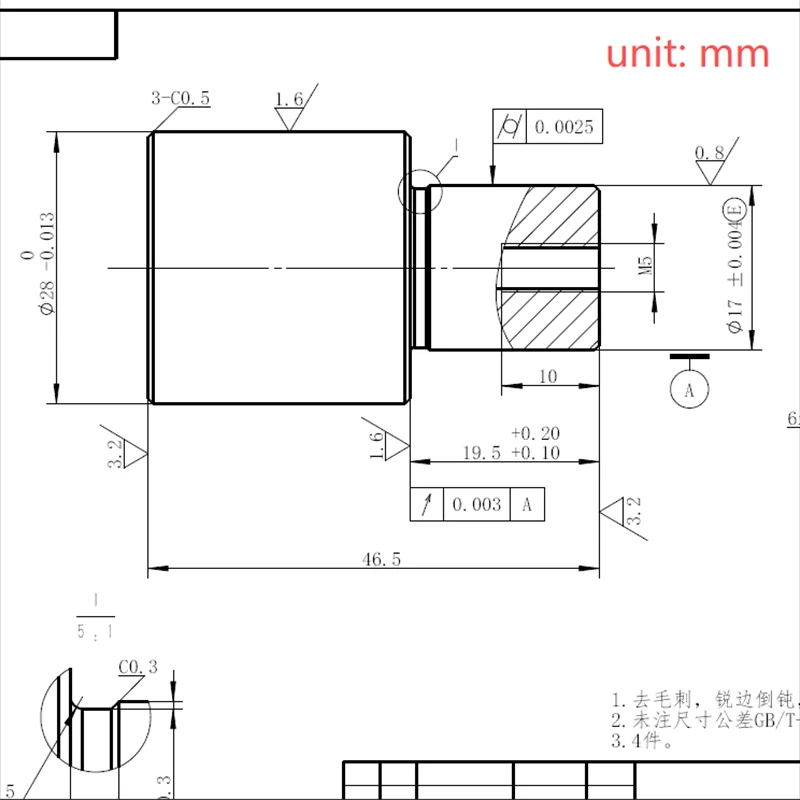


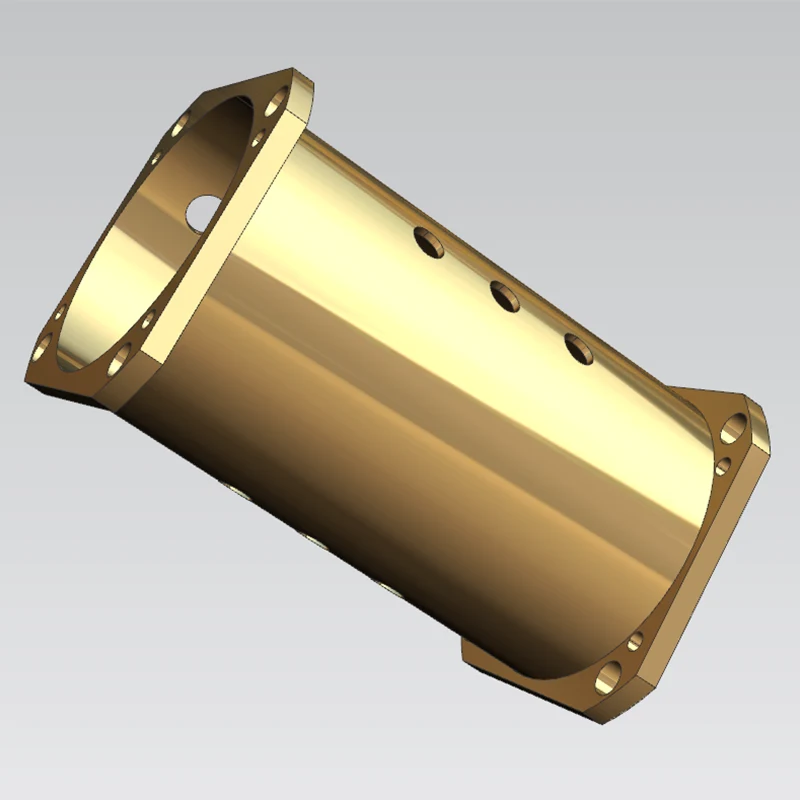
Pieza de trabajo: Soporte de rotor para motores industriales de la serie 50
Material: aleación de titanio TC4
Aplicación: Un componente central de acoplamiento y soporte de carga dentro de motores industriales. El producto debe cumplir requisitos duales de aligeramiento estructural y alta resistencia bajo cargas alternas, lo que requiere un control extremadamente estricto sobre las tolerancias geométricas y dimensionales.

Especificaciones del dibujo: La coaxialidad entre el orificio interior de acoplamiento crítico y el diámetro exterior debe ser ≤0,02 mm; todas las tolerancias geométricas no especificadas deben cumplir con el estándar GB/T 1184-h; También se requiere un control estricto para el descentramiento del extremo y la precisión posicional del perfil exterior en relación con las ranuras de ubicación internas.
Desafíos inherentes al material: la aleación de titanio TC4 tiene una conductividad térmica muy baja y una alta ductilidad/tenacidad, lo que resulta en una lenta disipación del calor durante el corte. Esto hace que el material sea propenso a la adhesión de la herramienta, la deflexión de la pieza de trabajo (empuje de la herramienta) y la deformación térmica localizada. El torneado CNC convencional, obstaculizado por errores de múltiples configuraciones y rigidez insuficiente de la herramienta, no puede cumplir consistentemente con los requisitos de tolerancia geométrica a nivel de micras.
Problemas de subcontratación anteriores: El proveedor inicial utilizó un proceso de torneado convencional que implicaba múltiples configuraciones; La coaxialidad superó consistentemente las tolerancias. Después del ensamblaje, los motores exhibieron niveles excesivos de vibración y ruido (superando los umbrales de diseño) durante el funcionamiento tanto sin carga como con carga, y los repetidos trabajos de reelaboración no lograron que las piezas cumplieran con los estándares.
3.1. Optimización del proceso de sujeción: se abandonó el enfoque de configuración múltiple en favor de un método de configuración única que utiliza un datum unificado. El diámetro exterior, la cara del extremo y el orificio interior correspondiente se mecanizan en una sola operación, lo que elimina por completo los errores de cambio de referencia causados por configuraciones múltiples.
3.2. Control del margen de mecanizado en desbaste: se reserva un margen de acabado uniforme de 0,2 mm para todas las superficies de contacto críticas. Esto evita fuerzas de corte desequilibradas durante la etapa de acabado (causadas por material desigual) y minimiza aún más el riesgo de que la herramienta se desprenda. 3.3. Enfriamiento de corte y coincidencia de parámetros: Durante todo el proceso se emplea enfriamiento por aspersión continuo utilizando un fluido de corte de presión extrema específicamente formulado para la aleación de titanio TC4 para disipar rápidamente el calor y suprimir la deformación térmica. Durante la etapa de acabado, los parámetros de corte especializados, que incluyen bajas velocidades y altas velocidades de avance, se combinan con herramientas de alta rigidez que amortiguan las vibraciones para mitigar la deflexión elástica característica de las aleaciones de titanio.
3.4. Acabado de estructuras complejas: como las ranuras de ubicación internas y los orificios de montaje no se pueden formar mediante una sola operación de giro, se utilizan accesorios de ubicación personalizados para el procesamiento posterior; esto minimiza los errores de repetibilidad inducidos por los accesorios y garantiza que la precisión posicional de las ranuras y los orificios internos en relación con el punto de referencia cumpla con las especificaciones.
Equipos de inspección integral: Máquina de medición por coordenadas (CMM) y probador de redondez de alta precisión; Inspección 100% de dimensiones críticas.
Datos de precisión medidos: la coaxialidad entre los diámetros interno y externo es consistentemente ≤0,01 mm; el descentramiento del extremo es ≤0,008 mm. Todas las tolerancias de forma y posición, así como las tolerancias dimensionales, cumplen tanto con los dibujos de ingeniería como con la norma nacional GB/T 1184-h.
Comentarios del proyecto: Las muestras prototipo pasaron la prueba de aceptación de terceros del cliente en el primer intento. El soporte del rotor demostró un ajuste de ensamblaje excelente y los niveles de vibración y ruido de funcionamiento del motor completamente ensamblado volvieron a los estándares de diseño. Actualmente, las unidades producidas en masa funcionan de manera estable en el campo; Las métricas de resistencia estructural y aligeramiento cumplen con todos los requisitos de uso, lo que lleva al cliente a designar esto como un contrato subcontratado a largo plazo para todos los pedidos posteriores del mismo modelo.
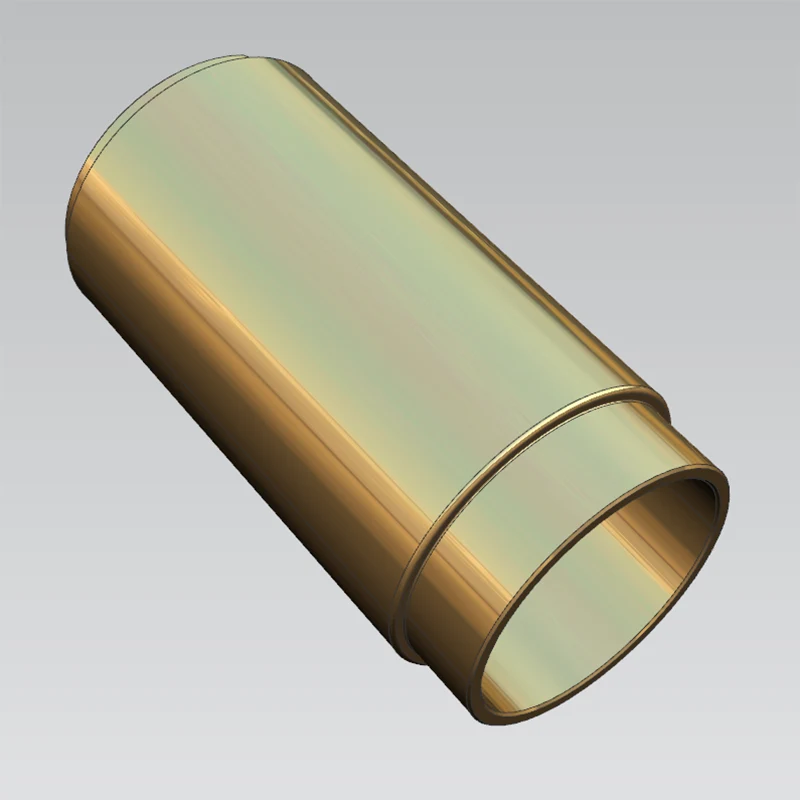
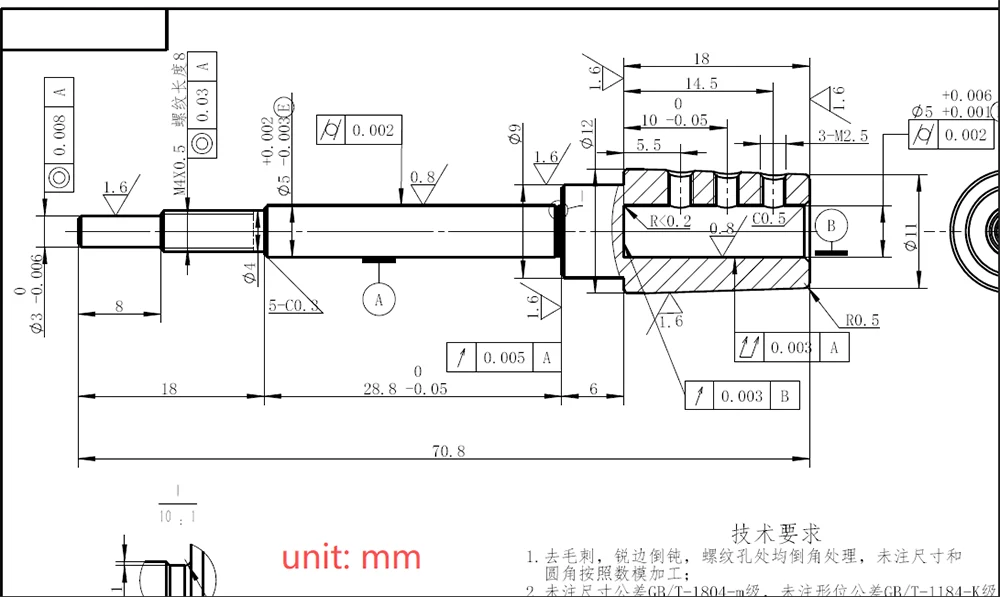
Pieza de trabajo: eje de transmisión de motor industrial de alta velocidad serie 70B.
Materia Prima: Acero 40Cr templado y revenido; Dureza base acabada de HRC 32–36.
Escenario de aplicación: Componente del eje central para salida de potencia rotacional de alta velocidad; sometido a un funcionamiento prolongado, de alta frecuencia y alta velocidad, que requiere una resistencia a la fatiga excepcional, precisión rotacional y un rendimiento de equilibrio dinámico.

Especificaciones de precisión obligatorias: Coaxialidad de múltiples muñones de acoplamiento críticos ≤0,01 mm; Desviación del extremo del muñón ≤0,01 mm. Además, se debe controlar la precisión posicional para orificios roscados en los extremos y chaveteros circunferenciales en relación con la referencia del muñón. Desafíos en el procesamiento inicial del material: después del templado y revenido, la dureza del sustrato de 40Cr aumenta, lo que resulta en una alta resistencia al corte y un rápido desgaste en las herramientas de carburo convencionales; Durante el corte a alta velocidad, el eje es propenso a deformarse causado por la liberación de tensiones de corte y la deflexión radial de la herramienta, lo que lleva a una pérdida de precisión de rotación.
Puntos débiles con el procesamiento subcontratado anterior del cliente: el antiguo proveedor utilizaba torneado segmentado y múltiples configuraciones de sujeción, lo que generaba errores de coaxialidad de muñón consistentemente excesivos y no cumplía con los estándares de equilibrio dinámico; el motor vibró violentamente durante el funcionamiento a alta velocidad y los repetidos trabajos no lograron resolver los problemas relacionados con la deformación inducida por tensión y los errores de sujeción.
3.1. Sujeción y mecanizado integrados: una única configuración de sujeción que utiliza una referencia unificada permite el mecanizado simultáneo de superficies cilíndricas de varios pasos y caras de extremo coincidentes, lo que elimina los problemas causados por referencias inconsistentes en el procesamiento segmentado.
3.2. Optimización del margen de mecanizado y evacuación de viruta: se reserva un margen de acabado uniforme de 0,3 mm durante el mecanizado de desbaste de muñones críticos; Se emplea un sistema de enfriamiento interno de alta presión para lavar la zona de corte en tiempo real, enfriando simultáneamente la pieza y evacuando las virutas, evitando así el rayado secundario de la superficie y minimizando la deformación térmica.
3.3. Estrategia de acabado: se seleccionan herramientas de carburo de grano ultrafino y alta rigidez, y se utiliza un proceso de corte de reducción de capas progresiva para liberar gradualmente las tensiones de corte internas y controlar la deflexión radial de la herramienta, lo que garantiza la estabilidad dimensional a largo plazo para componentes de eje largo.
3.4. Acabado de elementos auxiliares: los orificios roscados en las caras de los extremos y los chaveteros circunferenciales se mecanizan utilizando dispositivos de posicionamiento coaxiales especializados alineados con la referencia de rotación del muñón, lo que garantiza que la precisión posicional de estos elementos cumpla con las tolerancias de dibujo.
Equipos de inspección integral: máquina de medición por coordenadas (MMC), probador de redondez de alta precisión y probador de equilibrio dinámico; Inspección dual a gran escala que cubre tanto las dimensiones como el equilibrio dinámico. Datos de precisión medidos: la coaxialidad del muñón de varias etapas es consistentemente ≤0,008 mm y la desviación axial es ≤0,005 mm; todas las tolerancias geométricas y posicionales cumplen con las especificaciones y el eje del rotor pasa la prueba de equilibrio dinámico inicial sin necesidad de reequilibrio.
Comentarios sobre la implementación del proyecto: los prototipos pasaron la inspección de aceptación en el primer intento y los niveles de vibración y ruido durante la operación a alta velocidad cumplen con los estándares nacionales para motores industriales; Los ejes producidos por lotes no muestran deformaciones inducidas por tensiones ni desgaste anormal durante la operación, y su resistencia y estabilidad rotacional cumplen con los requisitos de servicio a largo plazo, lo que lleva a una asociación de subcontratación a largo plazo con el cliente.
DIRECCIÓN
Distrito de Guangming, ciudad de Shenzhen, provincia de Guangdong, China
Teléfono
Correo electrónico









